
Consulta de Produto
Seu endereço de e-mail não será publicado. Os campos obrigatórios estão marcados *
O termo " fibra bicomponente "abrange uma ampla família de fibras projetadas que compartilham uma característica definidora: cada fibra individual contém dois componentes poliméricos distintos dispostos em uma geometria de seção transversal específica. Essa geometria – como os dois polímeros são posicionados um em relação ao outro – determina tudo sobre como a fibra se comporta nas aplicações de uso final. Os mesmos dois polímeros dispostos de forma diferente produzem fibras com propriedades radicalmente diferentes, razão pela qual compreender a configuração da fibra é tão importante quanto conhecer a combinação do polímero.
A maioria das propriedades da fibra está vinculada ao que um único polímero pode alcançar. O poliéster é forte e dimensionalmente estável, mas não adere bem ao calor. O polipropileno adere a temperaturas mais baixas, mas tem menor resistência à tração. O polietileno tem excelente maciez, mas baixa retenção de forma. O náilon é resistente e elástico, mas caro em escala.
A engenharia de fibras bicomponentes contorna essas limitações do polímero único combinando dois materiais para que cada um contribua com suas melhores propriedades para a fibra final. Uma fibra com núcleo de bainha de poliéster/polietileno (PET/PE), por exemplo, usa a resistência estrutural do poliéster como núcleo de suporte de carga, enquanto o baixo ponto de fusão do polietileno na bainha cria capacidade de ligação térmica – a fibra pode ser ligada em um tecido não tecido em temperaturas onde o poliéster permanece sólido e não afetado. Nenhum dos polímeros sozinho consegue esta combinação.
O resultado é uma categoria de fibras que permite designs de produtos impossíveis com materiais de componente único: preenchimento de travesseiro autocrimpante, não-tecidos termicamente ligáveis, microfibras ultrafinas de fibra dividida, fibra básica com recuperação elástica e materiais de enchimento de alto volume.
A configuração bainha-núcleo coloca um polímero como uma camada externa contínua (a bainha) envolvendo o outro polímero no centro (o núcleo). Na versão concêntrica, o núcleo passa exatamente pelo centro da fibra. Na versão excêntrica, o núcleo é deslocado para um lado.
As fibras concêntricas com núcleo de bainha são a configuração bicomponente mais amplamente utilizada para aplicações de ligação térmica em não-tecidos. A combinação de uma bainha de baixo ponto de fusão (polietileno, co-PET ou co-PA) sobre um núcleo de alto ponto de fusão (PET, PP ou PA6) permite que a bainha derreta e flua durante a consolidação térmica enquanto o núcleo mantém sua estrutura de fibra. Isso cria pontos de intersecção unidos na teia não tecida sem derreter as próprias fibras – o resultado é um tecido com integridade estrutural, espessura definida e densidade controlada. As aplicações incluem cobertura de produtos de higiene, não-tecidos médicos, tecidos para interiores automotivos e meios de filtração.
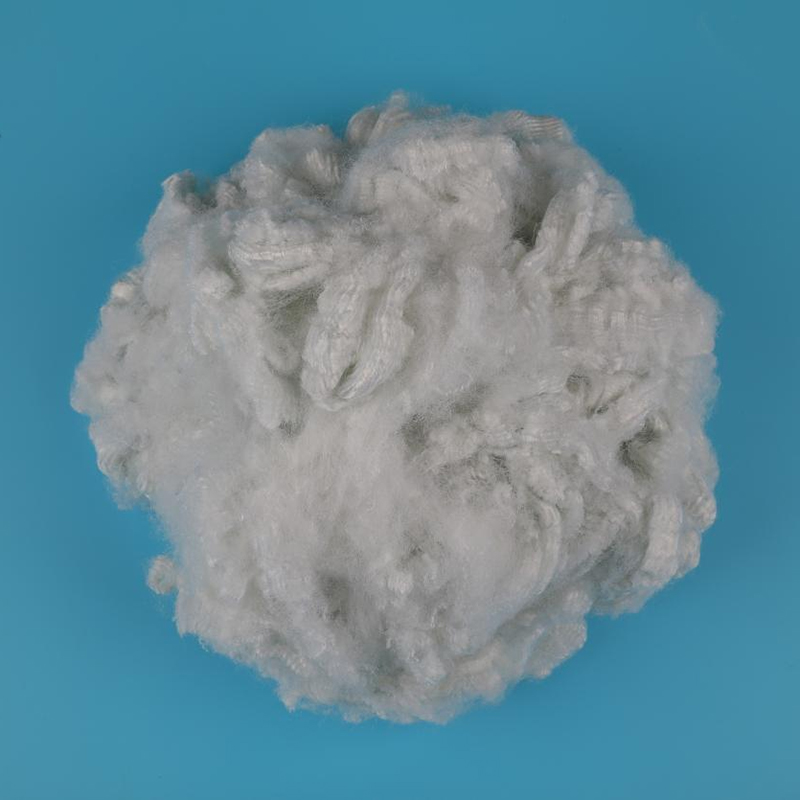
As fibras excêntricas do núcleo da bainha se comportam de maneira muito diferente. Como o núcleo está deslocado, os dois polímeros têm posições transversais diferentes e sofrem tensões diferentes durante o resfriamento da fibra após a fiação. Este encolhimento diferencial cria uma ondulação helicoidal tridimensional na fibra – a fibra enrola-se espontaneamente como uma mola. As fibras excêntricas com núcleo de bainha são a principal abordagem de engenharia para a produção de fibras autocrimpadas e de alto volume para enchimento de travesseiros, enchimento de almofadas e aplicações de enchimento de isolamento. O nível de crimpagem é controlado pelo grau de excentricidade e pela diferença nas características de contração entre os dois polímeros.
Nas fibras bicomponentes lado a lado, os dois polímeros correm como segmentos paralelos ao longo de todo o comprimento da fibra, cada um ocupando aproximadamente metade da seção transversal. Como as fibras excêntricas de núcleo de bainha, o encolhimento diferencial entre os dois componentes durante o processamento gera crimpagem helicoidal, mas em uma configuração lado a lado, a crimpagem é normalmente mais forte e durável porque ambas as fases do polímero estão totalmente expostas ao ciclo térmico que impulsiona o desenvolvimento da crimpagem.
Fibras bicomponentes lado a lado são usadas onde é necessária crimpagem tridimensional forte e consistente: rebatidas de alto loft, preenchimento de travesseiro que deve manter a recuperação ao longo de muitos ciclos de compressão e liberação e materiais de isolamento onde a retenção de loft ao longo da vida útil do produto é importante. A recuperação elástica de uma fibra bicomponente lado a lado bem projetada excede significativamente a de uma fibra monocomponente frisada mecanicamente - a ondulação é impulsionada por tensões internas na estrutura do polímero, em vez de ser uma forma externa imposta à fibra, de modo que ela não endurece permanentemente sob compressão sustentada.
A configuração de ilhas no mar incorpora múltiplas fibrilas poliméricas "ilhas" - geralmente 16, 32 ou 64 por seção transversal - dentro de uma matriz polimérica "marítima". As ilhas e o mar são polímeros diferentes e, após a fiação da fibra e a formação da teia, o polímero do mar é dissolvido ou separado mecanicamente, deixando as fibrilas das ilhas individuais como fibras ultrafinas que têm uma fração do diâmetro original da fibra.
Esta configuração é a principal rota de produção de microfibras e fibras ultrafinas na faixa de 0,01 a 0,3 denier – níveis de finura que não podem ser alcançados por fiação direta. As fibras finais produzidas a partir da divisão de uma fibra de ilhas no mar de 2 deniers com 64 ilhas têm aproximadamente 0,03 denier cada, finas o suficiente para produzir superfícies de couro sintético semelhantes a camurça, meios de filtração de densidade muito alta e tecidos não tecidos ultrafinos com áreas de superfície e suavidade que as fibras mais grossas não conseguem igualar.
As fibras bicomponentes de torta segmentadas organizam os dois polímeros como segmentos alternados de fatias de torta, tipicamente 8 ou 16 segmentos, reunindo-se no centro da fibra. Os dois polímeros têm baixa adesão interfacial por design, portanto, quando a fibra é submetida a forças mecânicas de divisão – jatos de água de alta pressão no processamento spunlace ou tratamentos químicos específicos – os segmentos se separam nas interfaces do polímero, produzindo segmentos de microfibra em forma de cunha com área superficial muito alta e bordas afiadas.
A geometria segmentada e com arestas vivas é o que torna essas fibras particularmente eficazes para aplicações de limpeza: as seções transversais em forma de cunha criam uma forte ação capilar para absorção e retenção de líquidos, e as bordas proporcionam ação de limpeza mecânica. Panos de limpeza, lenços umedecidos e esfregões de microfibra produzidos a partir de fibras bicomponentes divididas e segmentadas superam os tecidos convencionais em capacidade de absorção e remoção de partículas. Esta é a engenharia de fibra por trás da maioria dos produtos de limpeza de microfibra de alto desempenho.
A fibra ES – um bicomponente com núcleo de bainha de polietileno/polipropileno – é o tipo de fibra bicomponente único comercialmente mais significativo na indústria de não tecidos. O nome vem da designação original do fabricante japonês (fibra Ess), e a configuração é um núcleo de bainha concêntrico com uma bainha de polietileno ou polietileno modificado sobre um núcleo de polipropileno.
A lógica de processamento é simples: o polipropileno derrete a aproximadamente 160–170°C; o polietileno derrete a 125–135°C. Durante a ligação por calendário ou através do ar de uma teia não tecida contendo fibra ES, a temperatura de processamento é definida entre esses dois pontos de fusão – a bainha de PE derrete e flui para criar pontos de contato unidos enquanto o núcleo de PP permanece sólido e mantém a integridade estrutural da fibra. O resultado é um tecido não tecido colado com porosidade definida, espessura controlada e propriedades mecânicas previsíveis.
A fibra ES é especificada para não-tecidos higiênicos (folha superior de fraldas e camada de aquisição), substrato de máscara facial, meio filtrante, substrato de lenços umedecidos, tecidos agrícolas e qualquer aplicação de não-tecido que exija ligação térmica com resistência de ligação previsível e controlável. Variações na proporção PE/PP, finura da fibra (1,5D, 2D, 3D, 4D, 6D são comuns), comprimento da fibra e modificação da bainha de PE permitem que a fibra ES seja otimizada para requisitos específicos de uso final em toda esta ampla gama de aplicações.
| Configuração | Mecanismo Chave | Vantagem Primária | Principais aplicações |
|---|---|---|---|
| Núcleo de bainha concêntrico | Ponto de fusão diferencial | Colagem térmica sem danos estruturais às fibras | Não-tecidos higiênicos, filtração, tecidos médicos |
| Núcleo de bainha excêntrico | Encolhimento diferencial → crimpagem helicoidal | Autocrimpagem para grande volume e boa recuperação elástica | Preenchimento de travesseiro, enchimento de almofada, isolamento |
| Lado a lado | Forte encolhimento diferencial → crimpagem durável | Retenção de loft superior, excelente recuperação de crimpagem | Rebatidas de alto loft, preenchimento de travesseiros, produtos de isolamento |
| Ilhas-no-mar | Dissolução do mar → ilhas ultrafinas liberadas | Produção de fibra ultrafina abaixo dos limites de rotação direta | Camurça sintética, filtração ultrafina, não-tecidos luxuosos |
| Torta segmentada | Divisão mecânica/hidráulica na interface do polímero | Grande área superficial, seção transversal em forma de cunha | Produtos de limpeza de microfibra, toalhetes de alta absorção |
| Fibra ES (núcleo de bainha PE/PP) | A bainha de PE derrete, o núcleo de PP mantém a estrutura | Colagem térmica precisa e controlável | Cobertura higiênica, substrato para lenços umedecidos, agrícola |
Ao especificar fibras bicomponentes para uso em produção, os seguintes parâmetros determinam o desempenho do produto final e devem ser confirmados antes do pedido:
Finura da fibra (denier ou dtex): Fibras mais finas produzem um toque mais macio e uma construção de tecido mais densa; fibras mais grossas fornecem mais volume e resiliência estrutural. Para nãotecidos higiênicos, 1,5–2D é o padrão para cobertura; 3–6D para camadas de aquisição. Para preenchimento de travesseiro, fibras excêntricas 3–7D ou lado a lado são típicas, dependendo do loft e da suavidade desejados.
Comprimento de corte: Para aplicações de fibras descontínuas em nãotecidos, 38 mm e 51 mm são os comprimentos de corte mais comuns para processos baseados em cardação. Os processos de não tecido airlaid normalmente usam comprimentos de corte mais curtos (5–12 mm). As aplicações de fiação utilizam comprimentos de grampos mais longos, correspondentes ao sistema de fiação.
Nível de crimpagem e permanência de crimpagem: Para aplicações de enchimento e enchimento, tanto o nível de crimpagem inicial (expresso como crimpagens por centímetro) quanto a retenção de crimpagem após o ciclo de compressão e recuperação são especificações importantes. Solicite dados de retenção de crimpagem dos testes de compressão, não apenas da contagem inicial de crimpagem.
Janela de temperatura de colagem: Para aplicações de ligação térmica, a janela entre a temperatura de fusão da bainha e a temperatura de fusão do núcleo determina a latitude de processamento. Uma janela estreita requer um controle de processo mais rígido; uma janela mais ampla é mais tolerante para linhas de produção de alta velocidade.
Conteúdo reciclado e certificações: Fibras bicomponentes de poliéster reciclado estão disponíveis para a maioria das configurações e possuem certificação GRS (Global Recycled Standard) para cadeias de fornecimento que exigem conteúdo reciclado documentado. Confirme o escopo da certificação e a documentação de rastreabilidade antes de especificar produtos com marca de sustentabilidade.
A fibra regular de poliéster (PET de componente único) pode ser usada em não-tecidos, mas requer colagem de resina, perfuração com agulha ou processamento de spunlace para consolidação do tecido - a ligação térmica não funciona de maneira eficaz com PET de componente único em temperaturas comercialmente práticas porque o ponto de fusão do PET é alto o suficiente para que as temperaturas de processamento capazes de unir o PET danifiquem gravemente ou derretam a teia circundante. A bainha de PE de baixo ponto de fusão da fibra ES fornece capacidade de ligação em temperaturas que deixam a estrutura da fibra intacta. Isso torna a fibra ES o material preferido para linhas de produção de não-tecidos ligados termicamente de alta velocidade, onde a economia da ligação térmica (sem resina, sem água, velocidades de linha rápidas) são vantagens significativas em relação aos processos de ligação úmida ou química.
A fibra monocomponente crimpada mecanicamente tem uma crimpagem imposta externamente, passando a fibra através de um crimpador de engrenagem durante a produção. Esta crimpagem geométrica é uma mudança no formato da superfície; sob compressão e calor suficientes, a crimpagem pode ser fixada permanentemente e a fibra perde sua recuperação de volume. A crimpagem de fibra bicomponente – em configurações excêntricas de núcleo de bainha e lado a lado – é impulsionada por tensões internas do polímero e ativação térmica, tornando-a mais permanente e mais recuperável sob ciclos de compressão. Os produtos que precisam manter o loft após uso repetido (travesseiros, enchimento de almofadas, isolamento de saco de dormir) têm melhor desempenho ao longo de sua vida útil com fibra autocrimpada bicomponente do que com alternativas monocomponentes crimpadas mecanicamente.
Sim — as fibras bicomponentes podem ser produzidas em uma variedade de cores por meio de tingimento em solução (cor adicionada ao polímero fundido antes da fiação, garantindo a estabilidade da cor em toda a seção transversal da fibra) ou por meio de tingimento convencional da fibra após a produção. As fibras bicomponentes tingidas em solução têm resistência à luz e à lavagem superiores em comparação com alternativas tingidas convencionalmente, porque a cor é parte integrante do polímero e não aplicada à superfície da fibra. Para produtos finais com requisitos exigentes de resistência à cor – tecidos para interiores automotivos, preenchimento de almofadas externas, estofados de alta qualidade – a fibra bicomponente tingida em solução é a especificação preferida.
Série de fibra bicomponente | Série de fibras ocas | Série de fibras não tecidas | Série de fibra para fiação de lã | Entre em contato conosco
Fabricante de fibra de poliéster conjugada oca: um guia abrangente para compradores de tecidos e tecidos não tecidos
2026-03-08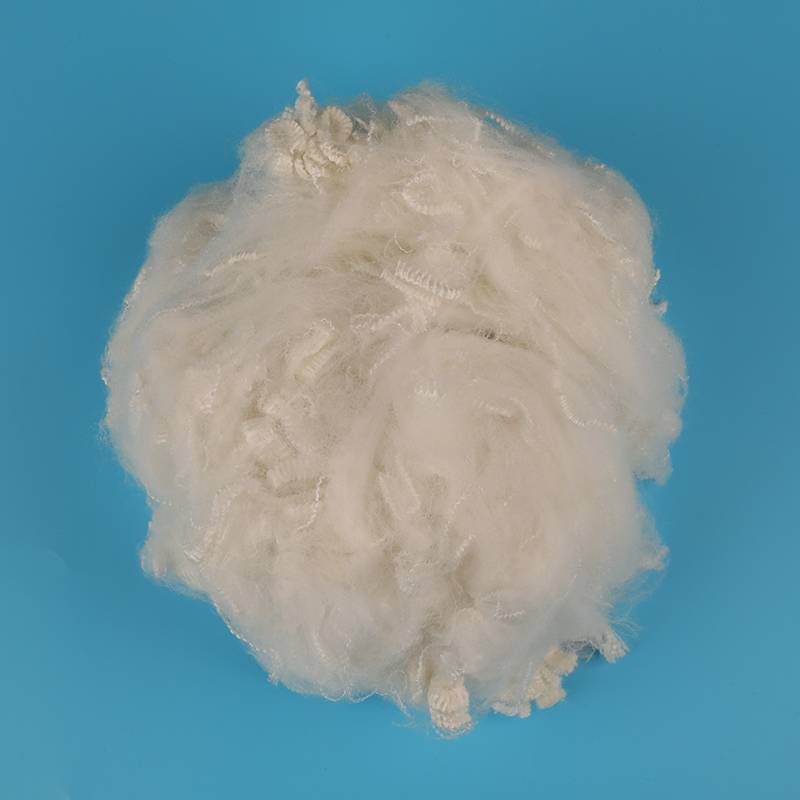
Fibra básica de poliéster versus filamento de poliéster: qual é a diferença e quando isso importa?
2026-03-22Seu endereço de e-mail não será publicado. Os campos obrigatórios estão marcados *
Focando na pesquisa e produção de fibras diferenciadas. Aplicar cientificamente o processamento de materiais reciclados.
Zhulinjizhen, cidade de Xinfeng, cidade de Jiaxing, província de Zhejiang
Copyright @ 2023 Fábrica de fibra química Jiaxing Fuda All rights reserved
Fabricantes de fibras descontínuas de poliéster
Privacidade












